

选粉机稀油润滑系统中如何防止漏油
稀油润滑是选粉机润滑的重要方式之一稀油润滑不但能形成油膜降低摩擦将轴承的摩擦热带走同时随着油的流动和循环将轴承室内的金属磨粒和杂质带走并冲洗干净起到润滑、减轻摩擦、降低磨损、减少易损件磨损、降低功率消耗和延长设备使用寿命的作用但选粉机的密封元件(主要是骨架油封和o型密封圈)经过一段时间的磨损或不正确的操作时容易失效造成轴承室漏油事故。轴承室漏油的检修非常繁琐需整条粉磨线停机严重影响生产。为避免轴承室漏油事故的发生本文简述选粉机稀油润滑系统操作中的一些预防漏油措施首先看下润滑原理。
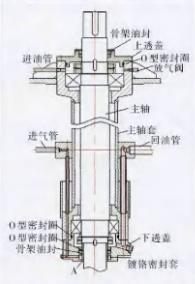
如图所示稀油站泵出的润滑油经进油管到达上部轴承室润滑上部轴承后沿主轴与主轴套间的环型间隙向下流动,手持式风速仪到达下部轴承室润滑下部轴承后经回油管回流到稀油站。在上、下透盖中都装有骨架油封和o型密封圈在上轴承室装有放气阀,烟气分析仪在轴的下部与下透盖中的骨架油封配合处装有随轴一起运转的镀铬密封套镀铬密封套内装有o型密封圈。
具体说来选粉机稀油润滑系统中如何防止漏油呢?有以下几点措施。
(1)保持放气阀的通畅。轴承室及主轴与主轴套的环行腔是密闭的通过放气阀排出油气使密闭腔内的润滑油除自重外无外界压力同时注意放气阀的小孔向下避免堵塞。
(2)选择合适的油品。润滑油既要形成一定厚度的油膜同时要考虑到润滑油要具备较好的流动性一般选择ISO VG220(冬季)和ISO VG320(夏季)。
(3)定期换油。首次加入的润滑油要在设备运行一个月后更换此后要每年更换一次考虑到费用问题可两年更换一次但中间要用滤油机处理也可以根据油品理化指标检验结果判定更加合理的换油周期。
(4)控制适当的供油压力与流量。稀油站的公称压力是0.4MPa一般的操作压力控制在0.15~0.25MPa流量控制在合适的范围如果流量过大到达上轴承室的润滑油不能及时通过轴承滚动体的间隙进入主轴与主轴套的环行间隙就会通过上透盖上的放气阀流出造成油品浪费和环境污染严重时会冲坏上部骨架油封油唇造成密封失效。
(5)控制适当的气封压力与气封空气量。高效笼式选粉机都为负压操作主轴和主轴下部的镀铬密封套与下透盖间是相对运动的关系存在间隙因此少量微粉(0~5μm)容易通过这个间隙进入到下轴承室下部然后进入下部骨架油封和镀铬密封套之间,设备点检系统加速骨架油封和镀铬套的磨损使密封失效。为抵消操作负压外界清洁空气由进气管通过下透盖进入镀铬密封套与下透盖间的环行空腔中通过镀铬密封套与下透盖间的环行间隙(如图1中A处)向下吹出避免了微粉进入下轴承室。
气封不是用来封润滑油但对密封零件起到保护作用。气封的压力一般控制在2500~3000Pa流量控制在0.5~1L/min。压力可根据系统风机风压和操作情况适当调整压力过低起不到封尘作用;压力过高容易冲坏骨架油封的油唇造成密封瞬间失效而漏油。气封的空气必须清洁现场安装时避免从斜槽风机上引入可从压缩空气管路上经降压后接入或单独设置风机。
(6)润滑油温度。一般情况下润滑油温度控制在20~45℃通过油站的电加热器和冷却器进行调节。油温过低油液粘度升高回油不畅主轴套内存油增多;油温过高油液粘度降低增加了渗漏油的可能性。
-
水泥厂设备状态监测管理系统
-
水泥厂设备点巡检管理系统
-
水泥厂设备点检仪
-
水泥厂测振仪
